
冷間押出糸と切断糸プロセスの長所と短所
ビュー : 14427
著者 : Ron
更新時間 : 2020-01-09 16:46:44
冷間押出糸 S と切削ねじ山 のプロセス の長所と短所
エディクター :ロン
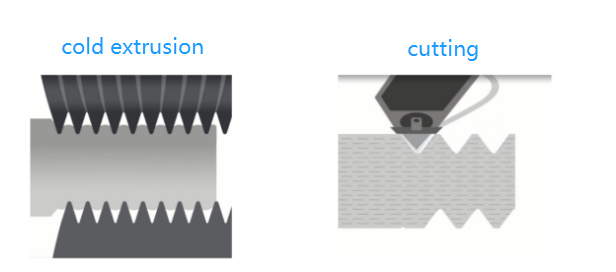
処理原理の比較:
冷間押出しねじ(円筒形および平形)は、圧延ダイによるワークの押出しによって形成されるねじ山であり、切削ねじ山(研削、旋削、フライス加工、およびスクリュー金型)は、カッターによって過剰なワークピースを除去することによって形成されますまたは研削ホイールスレッド。
1.引張強度の比較; 糸を切断した後、加工物の余分な材料が除去され、金属繊維構造が切断されるため、加工物の引張強度と靭性が比較的低下します。冷間押出後、加工組織の繊維構造は冷間成形により圧縮および膨張し、組織がよりコンパクトになり、糸の表面が硬化して、糸の強度と硬度が増加します。
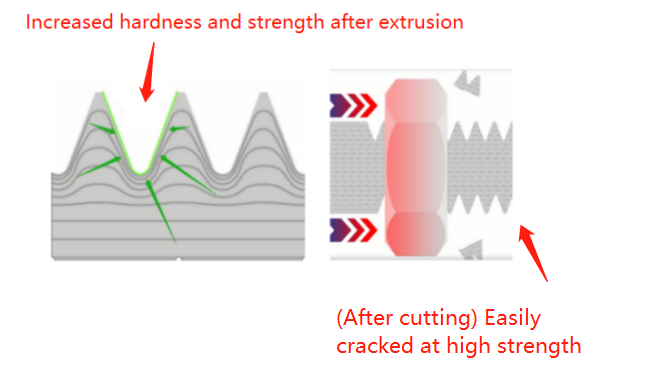
したがって、航空宇宙、自動車部品、医療機器、建設などの高強度部品を必要とする重要な領域の重要な位置で、冷間押出し糸を広く使用できます。安全上の理由から、上記の分野では切断糸を使用できません。

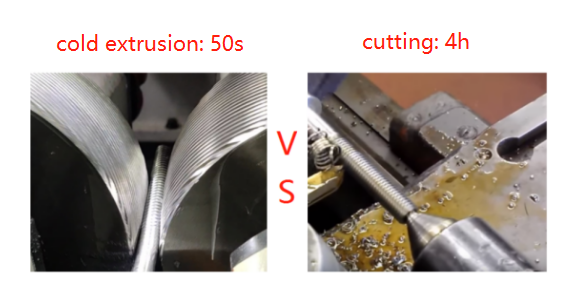
2.生産コストの比較:冷間押出されたスレッドは、ダイを転造することにより一度に形成され、処理時間は高速です。一方 、切削スレッドは、成形するために工具によるワークピースの複数の切削を必要とし、処理時間は比較的長い。同じ処理時間で、切断装置の生産能力は冷間押出装置よりはるかに少ないです。たとえば、長さ1メートルのT20X2.5mmのT字型ねじは、冷間押出機を使用して約30〜50秒で完成できますが、糸通し機を切断するには約3〜4時間かかります。
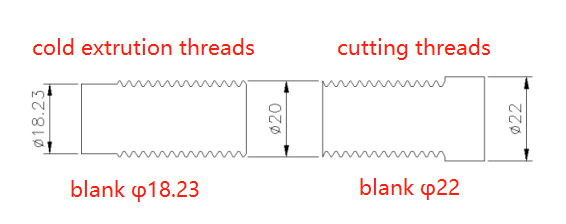
3.材料利用率の比較:冷間押出しねじは、ワークブランクを圧延ダイスで拡張することで形成されたねじであるため、無駄がありません。成形後の外径はブランクよりも大きいため、材料は直接保存されます。
たとえば、M20x2.5mmの三角形のメートルねじの場合、ブランクの外径は18.23mmである必要があります。許容量を除去することにより、切断糸が切断されます。切断スレッドのブランクは、スレッドの外径より大きいブランクを使用します。ブランクが長いほど、ブランクが大きくなり、多くの無駄が発生します。必要な原材料はそれに応じてさらに多くなり、コストも増加します。たとえば、M20x2.5mm 60cm長ネジ、ブランクの外径には22mmが必要です。
4.加工精度の比較:冷間押出された糸はダイから押し出されるため、ダイが決定されるとキャビティが固定されるため、毎回押し出される糸の精度が維持されます。切削糸は、工具で複数回切削することにより形成されます。ツールが摩耗している限り、形成されるねじ山は異なり、ワークピースの一貫性に影響します。また、ワークの検査に多くのトラブルをもたらします。
ローリングダイス精度試験

生産加工技術を選択するとき、部品の量が比較的少ない場合は、旋盤旋盤(メンテナンス部品またはシャフト部品の固定ねじなど)を選択します;この部品のねじ部品に高い精度が必要な場合は、選択する必要があります粉砕する(測定に使用するスレッドは研削する必要があります);冷間押出で製造された製品は、独自の引張強度、低時間コスト、低材料コスト、良好な成形一貫性を持ち、部品の大量生産に適しているため、このプロセスが広く使用されています我々によって。
技術コンサルタント:Fuxin Hongテクニカルレビュアー:Yi Lau
エディクター :ロン
処理原理の比較:
冷間押出しねじ(円筒形および平形)は、圧延ダイによるワークの押出しによって形成されるねじ山であり、切削ねじ山(研削、旋削、フライス加工、およびスクリュー金型)は、カッターによって過剰なワークピースを除去することによって形成されますまたは研削ホイールスレッド。

1.引張強度の比較; 糸を切断した後、加工物の余分な材料が除去され、金属繊維構造が切断されるため、加工物の引張強度と靭性が比較的低下します。冷間押出後、加工組織の繊維構造は冷間成形により圧縮および膨張し、組織がよりコンパクトになり、糸の表面が硬化して、糸の強度と硬度が増加します。

したがって、航空宇宙、自動車部品、医療機器、建設などの高強度部品を必要とする重要な領域の重要な位置で、冷間押出し糸を広く使用できます。安全上の理由から、上記の分野では切断糸を使用できません。

2.生産コストの比較:冷間押出されたスレッドは、ダイを転造することにより一度に形成され、処理時間は高速です。一方 、切削スレッドは、成形するために工具によるワークピースの複数の切削を必要とし、処理時間は比較的長い。同じ処理時間で、切断装置の生産能力は冷間押出装置よりはるかに少ないです。たとえば、長さ1メートルのT20X2.5mmのT字型ねじは、冷間押出機を使用して約30〜50秒で完成できますが、糸通し機を切断するには約3〜4時間かかります。

3.材料利用率の比較:冷間押出しねじは、ワークブランクを圧延ダイスで拡張することで形成されたねじであるため、無駄がありません。成形後の外径はブランクよりも大きいため、材料は直接保存されます。
たとえば、M20x2.5mmの三角形のメートルねじの場合、ブランクの外径は18.23mmである必要があります。許容量を除去することにより、切断糸が切断されます。切断スレッドのブランクは、スレッドの外径より大きいブランクを使用します。ブランクが長いほど、ブランクが大きくなり、多くの無駄が発生します。必要な原材料はそれに応じてさらに多くなり、コストも増加します。たとえば、M20x2.5mm 60cm長ネジ、ブランクの外径には22mmが必要です。

4.加工精度の比較:冷間押出された糸はダイから押し出されるため、ダイが決定されるとキャビティが固定されるため、毎回押し出される糸の精度が維持されます。切削糸は、工具で複数回切削することにより形成されます。ツールが摩耗している限り、形成されるねじ山は異なり、ワークピースの一貫性に影響します。また、ワークの検査に多くのトラブルをもたらします。
ローリングダイス精度試験

生産加工技術を選択するとき、部品の量が比較的少ない場合は、旋盤旋盤(メンテナンス部品またはシャフト部品の固定ねじなど)を選択します;この部品のねじ部品に高い精度が必要な場合は、選択する必要があります粉砕する(測定に使用するスレッドは研削する必要があります);冷間押出で製造された製品は、独自の引張強度、低時間コスト、低材料コスト、良好な成形一貫性を持ち、部品の大量生産に適しているため、このプロセスが広く使用されています我々によって。
技術コンサルタント:Fuxin Hongテクニカルレビュアー:Yi Lau